Variația culorii aprinse

- Variația temperaturii de stampare
- Temperatura neuniformă a componenților ce intră în contact cu materialul topit
- Materialul are un conținut de umiditate reziduă la limita accesibilității
- Controlați uniformitatea temperaturii
- Controlați funcționalitatea regulatorilor termici
- Controlați conținutul de umiditate, temperatura și timpul de uscare, cum funcționează uscătorul, precum și imposibilitatea de absorbție a umidității pe durata manipulării granulei.
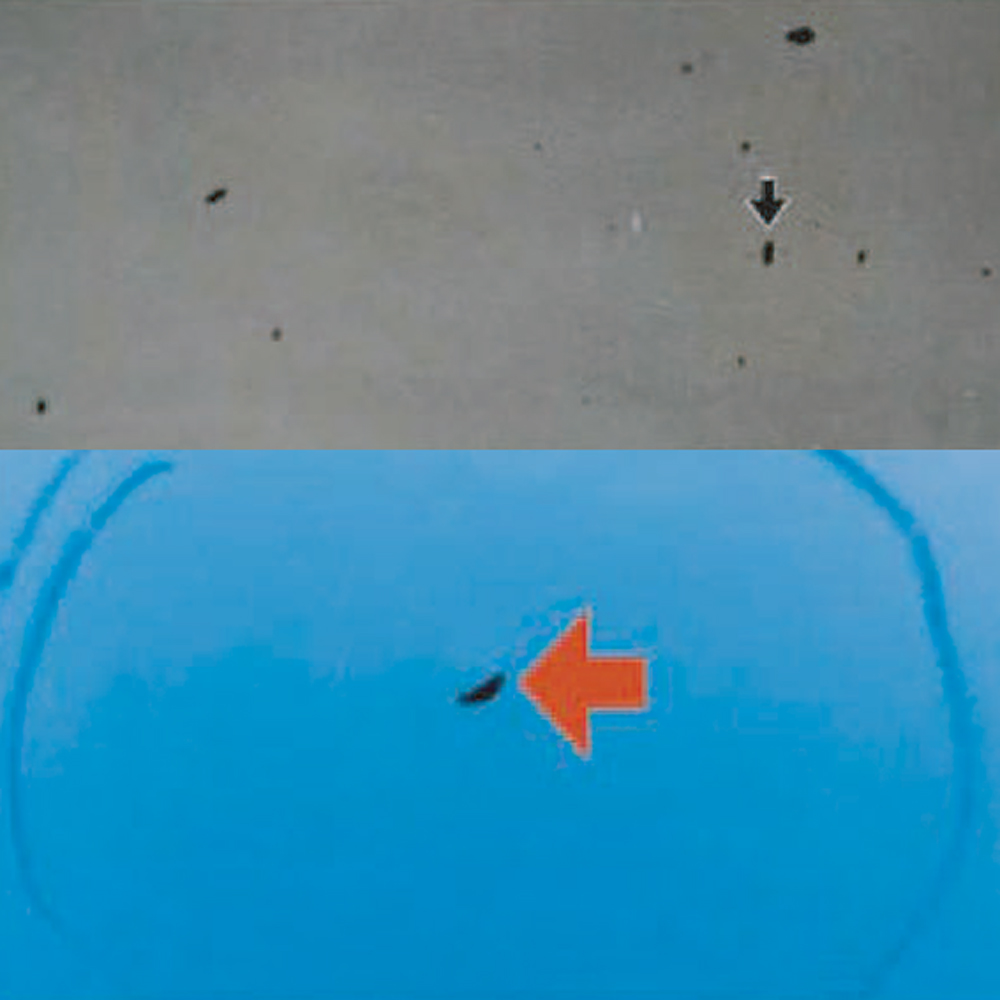
Spot cu zone albe

- Umiditatea excesivă
- Supra-încălzire
- Materialul poluat
- Controlați procesul de uscare și gradul de umiditate inițială mai ales dacă folosiți material măcinat
- Controlați temperatura materialului topit, vteza de rotație a șurubului și timpul de rezistență
- Controlați cât de curate sunt granulele pe care le folosiți, puritatea materialului remăcinat, a utilajului de uscare și de transportare / distribuție
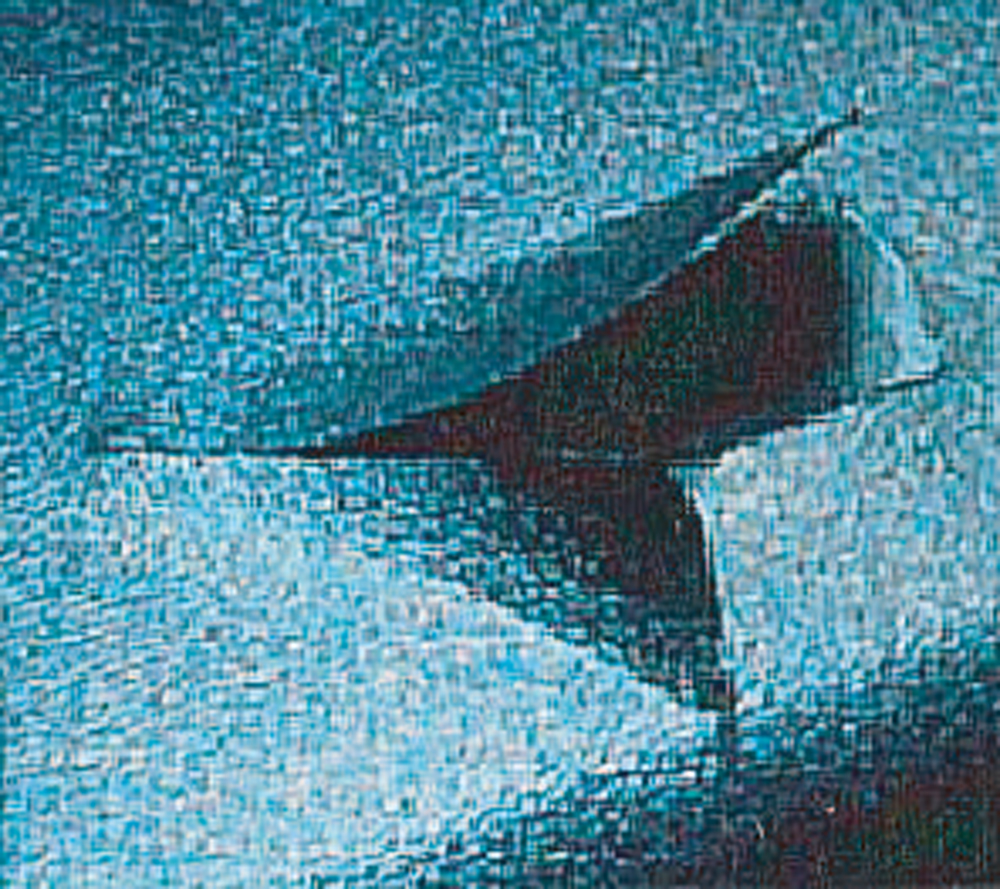
Black / gray specks
- Exfolierea și/sau separarea stratului subtil al materialului aderent pe suprafața cilindrului, a șurubului și a ansamblului de duze
- Contaminarea granulei sau a materialului remăcinat
- Curățați utilajul de toate componentele reziduale
- Controlați viziv pentru a identifica eventualele contaminări
- Depozitați granulele în recipiente bine închise
- Curățați rămășițele înainte de a le remăcina
- Nu remăcinați materialul degradat termic sau materialul murdar
- Curățați cu grijă utilajul de uscare și sistemul de alimentare și transport
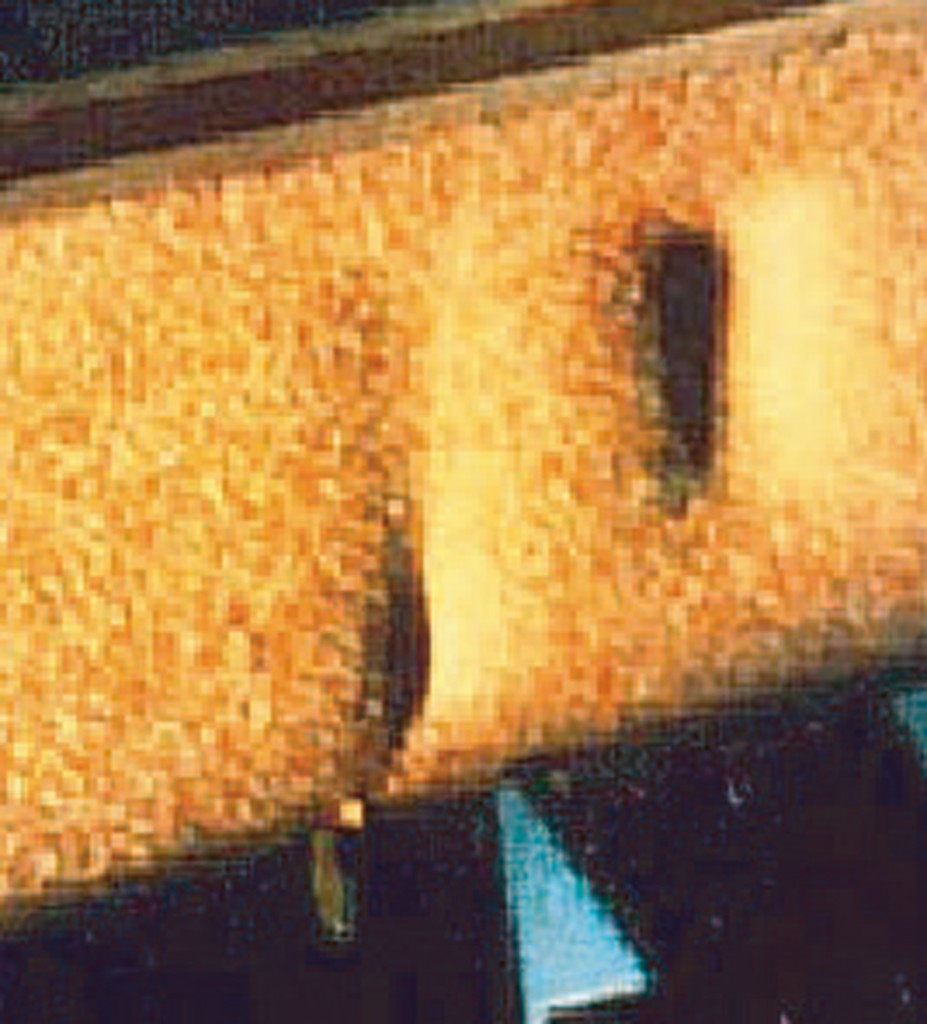
Ondulări
- Separarea și transportul materialului deja răcit
- Controlați statul de eficiență al duzelor și al întregului sistem de distribuție
- Controlați presiunea hidraulică și timpul de intervenție a diverselor presiuni reglate
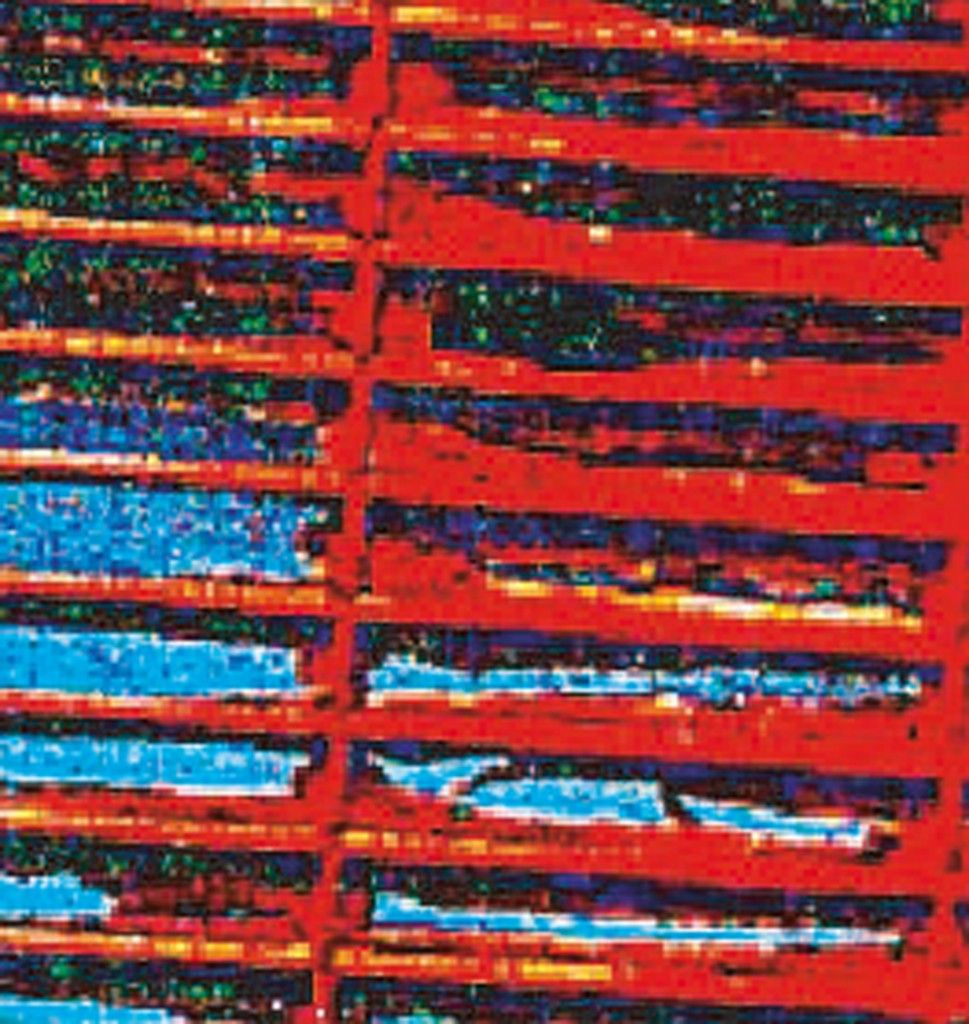
Delaminare

- “shear rate”excesiv
- Contaminare cu materiale străine și incompatibile
- Pigmenții și dispersia masterbatches-lui incompatibili
- Reduceți fluxul
- Controlați eventualele cauze de poluare
- Utilizați masterbatches și pigmenți compatibili
Delaminare
- Cauzată de straturile de materiale ce nu se amestecă între ele, dar și de prezența contaminanților
- În cazul blend solicitarea unei tăieri excesive provoacă delaminarea
- Evitați eventualele cauze de contaminare (remăcinat, masterbatches incompatibil, material străin, de ex: ulei de lubrificare)
- Controlați viteza de injecție, de rotare a șurubului, dimensiunea sistemului de alimentare etc.
Blistering

- Aer incorporat în materialul topit, materialul netopit, material străin
- Temperatura prea joasă a materialului topit și a presei
- Șuruburi cu filet de profunditate excesivă
- Viteza prea marea de rotire a șurubului
- Controlați alimentarea și temperatura, evitați sursele de murdărie
- Creșteți temperatura, controlați “shear-rate”
- Controlați șurubul
- Reduceți viteza
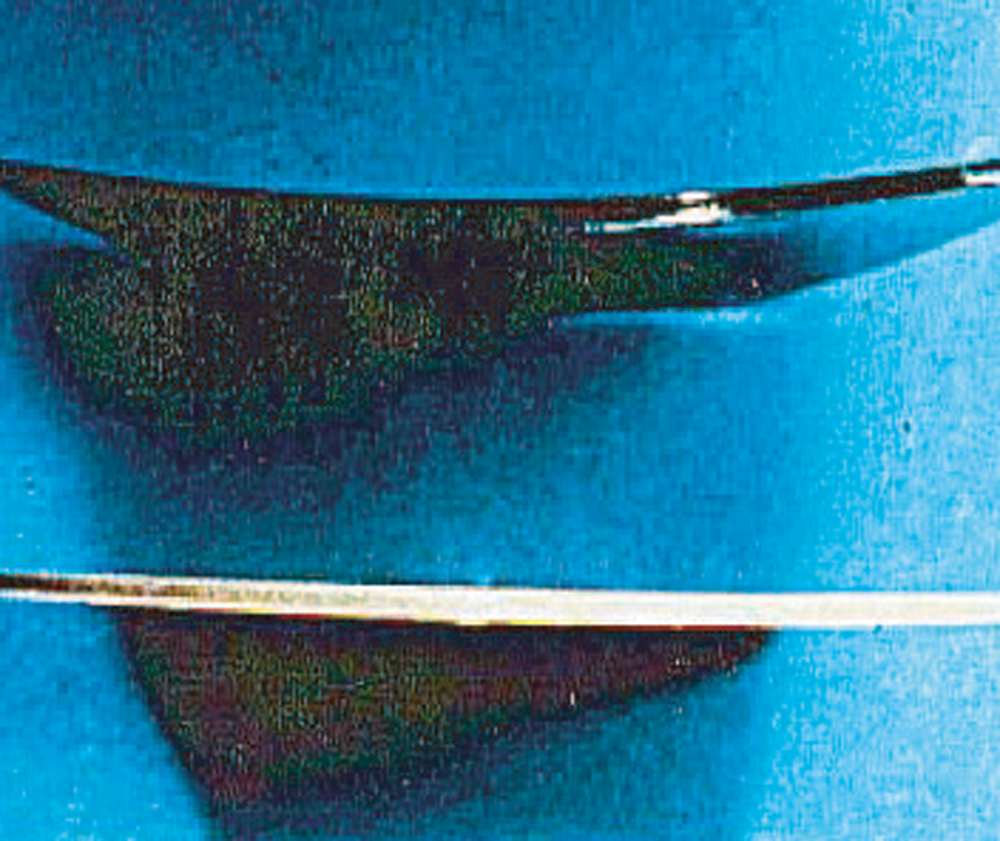
Micro-fisuri

- Nivelul mare de stres la suprafață
- Agresiune chimică
- Soluții posibileReduceți stresul controlând temperatura materialului topit, temperatura presei, răcirea în general și calitatea de extragere
- Controlați prezența agenților chimici agresivi pentru acest tip de material, printre aceștia pot fi agenții de curățare, componenți ai produsului în sine ce sunt condensați sau pot fi și lubrificanți ale utilajului
Extracția
- Cauzată de contracția volumetrică a polimerului
- În special între zonele cu grosime diversă ce pot genera în consecință situații de tensiune și lipsă de uniformitate estetică.
- Verificați desenul bucății de reprodus
- Verificați dozajul
- Controlați viteza de injecție
- Creșteți presiunea de injecție
- Creșteți timpul de post presiune
- Controlați temperatura
- Creșteți presiunea de respingere
- Creșteți dimensiunile canalului de distribuție și a punctelor de injecție
- Controlați temperatura presei
Spații goale
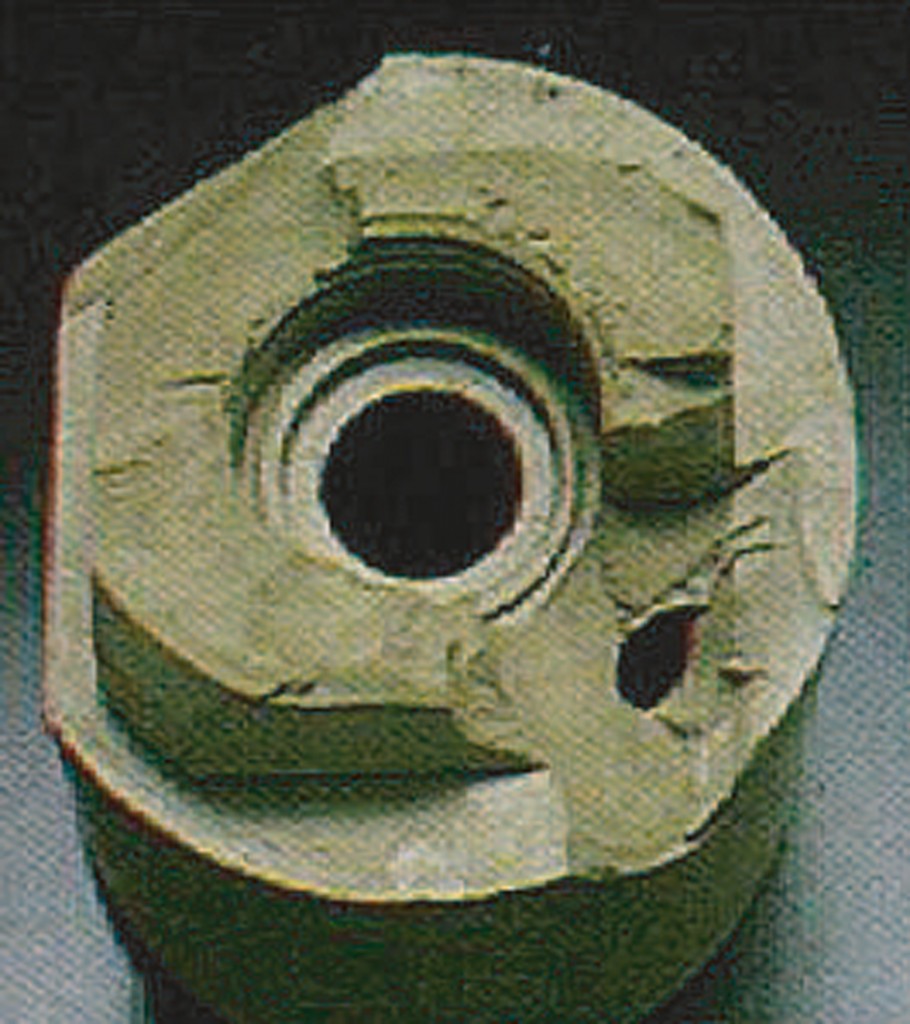
- Cauzate de contracția volumetrică a polimerului
- În special în zonele cu o grosime elevată unde suprafața externă ce se răcește mai repede decât nucleul intern, ajunge acesta din urmă ce nu a atins încă o consistență rigidă, astfel în consecință îl deformează și va modifica consistența materialului în sine creând spații goale
- Cauzate de contracția volumetrică a polimerului
- În special în zonele cu o grosime elevată unde suprafața externă ce se răcește mai repede decât nucleul intern, ajunge acesta din urmă ce nu a atins încă o consistență rigidă, astfel în consecință îl deformează și va modifica consistența materialului în sine creând spații goale.
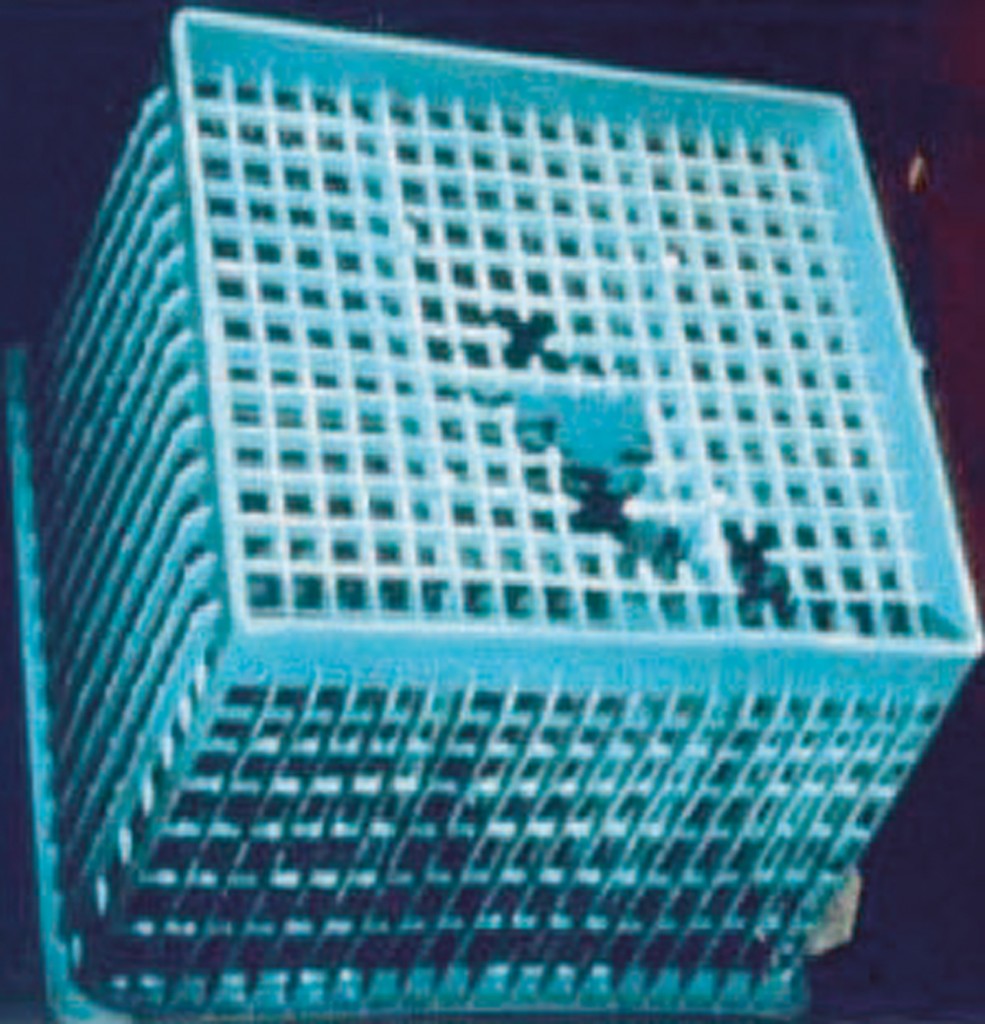
Denaturare
- Cauza orientarea neuniformă a polimerului
- Nuvel înalt de tensiune internă în zone diverse pe aceiași bucată de material
- Anizotropia marcată
- Verificați bucata din punct de vedere geometric
- Verificați dozajul
- Îmbunătățiți “distribuirea” presiunii de injecție
- Reduceți viteza de injecție
- Reduceți temperatura presei, dar mai mult de atât organizați-o în așa mod încât să o puteți balansa în funcție de greutate și de eficiența sistemului de condiționare
- Creșteți timpul de post-presiune
- Controlați ciclul de răcire
Striații
- Se produc atunci când presiunea de injecție este mai mare decât forța de închidere a presei
- Pe ariile de închidere ale presei sunt prezente unele denivelări
- “Respiră” presa din cauza structurii sau a materialului din care a fost construită
- Creșteți nivelul de strângere a matriței
- Creșteți forța de închidere a presei
- Controlați planurile paralele de închidere ale presei
- Controlați dozajul și trecerea în post presuine
- Micșorați timpul de post presuine
- Reduceți viteza sau programați viteza de injecție
- Reduceți temperatura materialului topit
Bucăți incomplete
- Cauzate de dificultatea de scurgere a materilalului topit în cavitate
- Creșteți presiunea și viteza de injecție
- Creșteți temperatura materialului topit
- Verificați dozajul
- Creșteți temperatura presei
- Verificați integritatea supapei fără întoarcere
- Verificați canalele (dimensiunile) și punctele de injecție (poziția)
Arsuri în superficie
- Cauzate de temperatura excesivă a materialului topit, stress termic anormal de contro-presiune, zone de stagnare a părții terminale a plastificatorului sau a sistemului de distribuție prin canalele calde
- Reduceți temperatura materialului topit
- Reduceți viteza de injecție
- Controlați rezistența în timp a erupției bulelor de aer
- Măriți secțiunile de trecere a punctelor de injecție
- Reduceți presiunea de injecție
- Controlați și ajustați utilajul de plastificare
- Verificați integritatea supapei fără întoarcere
Linii în juncțiune

- Cauzate de două sau mai multe fluxuri de material ce se unesc după ce au trecut eventualele obstacole în avansarea, lor atunci când avem mai multe puncte de injecție
- Soluții posibileLiniile de juncțiune nu se elimină decât doar cu ajutorul sistemului de colectare a fluxurilor reci în afara bucății de material în lucru
- Lucrând asupra oportunităților și condițiilor de transformare a formei bucății de matrial, acestea se pot dirija în alte zone ce nu mai sunt critice
Effetto Diesel

- Cauzate de degradarea superficială prin compresie și principiul de injecție a gazului (aer sau gaz efectuate pe material la o temperatură înaltă) incastrat în presă
- Forța de închidere inadecvată
- Erupția împiedicată a bulelor de aer sau lipsa totală a acestora în zona defectuaoasă
- Viteza de injecție mărită
- Temperatura materialului topit sau presiunea de injecție la nivel elevat
- Temperatura presei la nivel elevat